焊接与其它工业加工过程不一样,比如,电弧焊过程中,被焊工件由于局部加热熔化和冷却产生变形,焊缝的轨迹会因此而发生变化。手工焊时有经验的焊工可以根据眼睛所观察到的实际焊缝位置适时地调整焊枪的位置、姿态和行走的速度,以适应焊缝轨迹的变化。然而机器人要适应这种变化,必须首先像人一样要“看”到这种变化,然后采取相应的措施调整焊枪的位置和状态,实现对焊缝的实时跟踪。由于电弧焊接过程中有强烈弧光、电弧噪音、烟尘、熔滴过渡不稳定引起的焊丝短路、大电流强磁场等复杂的环境因素的存在,机器人要检测和识别焊缝所需要的信号特征的提取并不像工业制造中其它加工过程的检测那么容易,因此,焊接机器人的应用并不是一开始就用于电弧焊过程的。
传统焊接加工一方面要求焊工要有熟练的操作技能、丰富的实践经验、稳定的焊接水平;另一方面,焊接又是一种劳动条件差、烟尘多、热辐射大、危险性高的工作。工业机器人的出现使人们自然而然首先想到用它代替人的手工焊接,减轻焊工的劳动强度,同时也可以保证焊接质量和提高焊接效率。
实际上,工业机器人在焊接领域的应用最早是从汽车装配生产线上的电阻点焊开始的。原因在于电阻点焊的过程相对比较简单,控制方便,且不需要焊缝轨迹跟踪,对机器人的精度和重复精度的控制要求比较低。。点焊机器人在汽车装配生产线上的大量应用大大提高了汽车装配焊接的生产率和焊接质量,同时又具有柔性焊接的特点,即只要改变程序,就可在同一条生产线上对不同的车型进行装配焊接。
工业机器人的结构形式很多,常用的有直角坐标式、柱面坐标式、球面坐标式、多关节坐标式、伸缩式、爬行式等等,根据不同的用途还在不断发展之中。焊接机器人根据不同的应用场合可采取不同的结构形式,但目前用得最多的是模仿人的手臂功能的多关节式的机器人,这是因为多关节式机器人的手臂灵活性最大,可以使焊枪的空间位置和姿态调至任意状态,以满足焊接需要。理论上讲,机器人的关节愈多,自由度也愈多,关节冗余度愈大,灵活性愈好;但同时也给机器人逆运动学的坐标变换和各关节位置的控制带来复杂性。因为焊接过程中往往需要把以空间直角坐标表示的工件上的焊缝位置转换为焊枪端部的空间位置和姿态,再通过机器人逆运动学计算转换为对机器人每个关节角度位置的控制,而这一变换过程的解往往不是唯一的,冗余度愈大,解愈多。如何选取最合适的解对机器人焊接过程中运动的平稳性很重要。不同的机器人控制系统对这一问题的处理方式不尽相同。
一般来讲,具有6个关节的机器人基本上能满足焊枪的位置和空间姿态的控制要求,其中3个自由度(XYZ)用于控制焊枪端部的空间位置,另外3个自由度(ABC)用于控制焊枪的空间姿态。因此,目前的焊接机器人多数为6关节式的。
对于有些焊接场合,工件由于过大或空间几何形状过于复杂,使焊接机器人的焊枪无法到达指定的焊缝位置或焊枪姿态,这时必须通过增加1~3个外部轴的办法增加机器人的自由度。通常有两种做法:一是把机器人装于可以移动的轨道小车或龙门架上,扩大机器人本身的作业空间;二是让工件移动或转动,使工件上的焊接部位进入机器人的作业空间。也有的同时采用上述两种办法,让工件的焊接部位和机器人都处于最佳焊接位置。
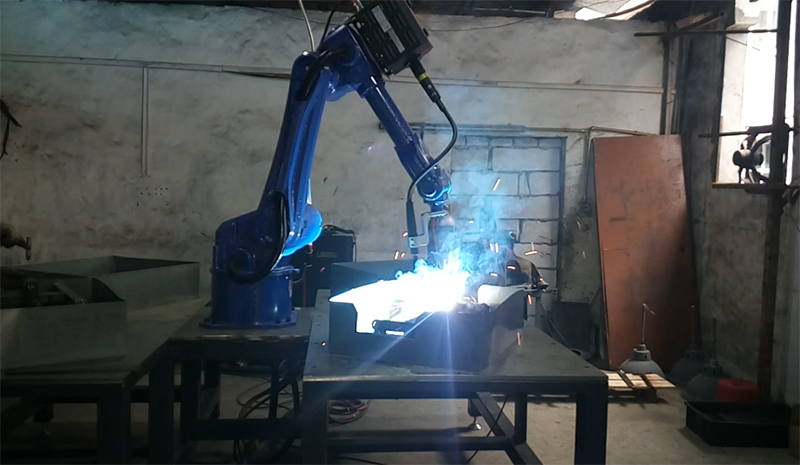
由于机器人控制速度和精度的提高,尤其是电弧传感器的开发并在机器人焊接中得到应用,使机器人电弧焊的焊缝轨迹跟踪和控制问题在一定程度上得到很好解决,机器人焊接在汽车制造中的应用从原来比较单一的汽车装配点焊很快发展为汽车零部件和装配过程中的电弧焊。机器人电弧焊的最大的特点是柔性,即可通过编程随时改变焊接轨迹和焊接顺序,因此最适用于被焊工件品种变化大、焊缝短而多、形状复杂的产品。这正好又符合汽车制造的特点。尤其是现代社会汽车款式的更新速度非常快,采用机器人装备的汽车生产线能够很好地适应这种变化。
另外,机器人电弧焊不仅用于汽车制造业,更可以用于涉及电弧焊的其它制造业,如造船、机车车辆、锅炉、重型机械等等。因此,机器人电弧焊的应用范围日趋广泛,在数量上大有超过机器人点焊之势。
